
Alumina Ceramic Metallization Brazing: Mo-Mn Process & HV Cases
Alumina ceramic excels in insulation, high-temperature resistance, and corrosion resistance — perfect for high-voltage use.Reliable ceramic-to-metal bonding is vital for high-voltage insulators.The Mo-Mn metallization process is the industry standard for hermetic, high-strength joints.
This article explains the essentials of alumina ceramic metallization brazing, with focus on the Mo-Mn process and its use in high-voltage ceramic insulator metallization and high-voltage feedthrough MoMn.
1.Why Mo-Mn Is Preferred for High-Voltage Insulators
High-voltage insulators must handle tens of kV and severe thermal stress. Mo-Mn creates a robust ceramic-metal interface with strong adhesion and matched thermal expansion.
Compared to active brazing or thin-film methods, Mo-Mn is cost-effective, mature, and highly reliable for sealing. It prevents leakage and breakdown in feedthroughs, ensuring long-term stability.
2.Mo-Mn Metallization Process Overview
(1)Slurry Coating
Mo-Mn slurry (molybdenum + manganese + binder) is applied evenly by screen printing or spraying. Thickness must be uniform.
(2)High-Temperature Sintering
Performed in hydrogen/forming gas at 1300–1500°C.
Manganese forms a glassy phase for chemical bonding; molybdenum ensures conductivity.
Result: 10–30 μm metallized layer.
Microstructure details are covered in this ScienceDirect study on metallized ceramics.
(3)Nickel Plating
A 3–8 μm nickel layer is sintered plating to improve wettability for brazing.

3.Brazing with AgCu Solder & Key Parameters
Eutectic AgCu solder (Ag72-Cu28, melting ~779°C) is standard. Brazing occurs in vacuum at 810–850°C peak, 5–15 min hold, 5–10°C/min ramp.
Nickel layer ensures excellent wetting and dense joints.This delivers high hermeticity and strength in high-voltage feedthrough MoMn applications.
Brazing & hermeticity research (Mo-Mn included) is detailed in this Frontiers article on ceramic-metal joints.
4.Common Defects and Prevention
(1)Peeling/Delamination — caused by contamination, over-sintering, or thermal mismatch.
Prevention: thorough cleaning, controlled profile, uniform thickness.
(2)Weak Brazing — due to poor wetting, thin nickel, or oxidation.
Prevention: proper nickel thickness, high vacuum, fresh solder.
Early X-ray/ultrasonic inspection + full process control greatly reduces defects in alumina ceramic metallization brazing.
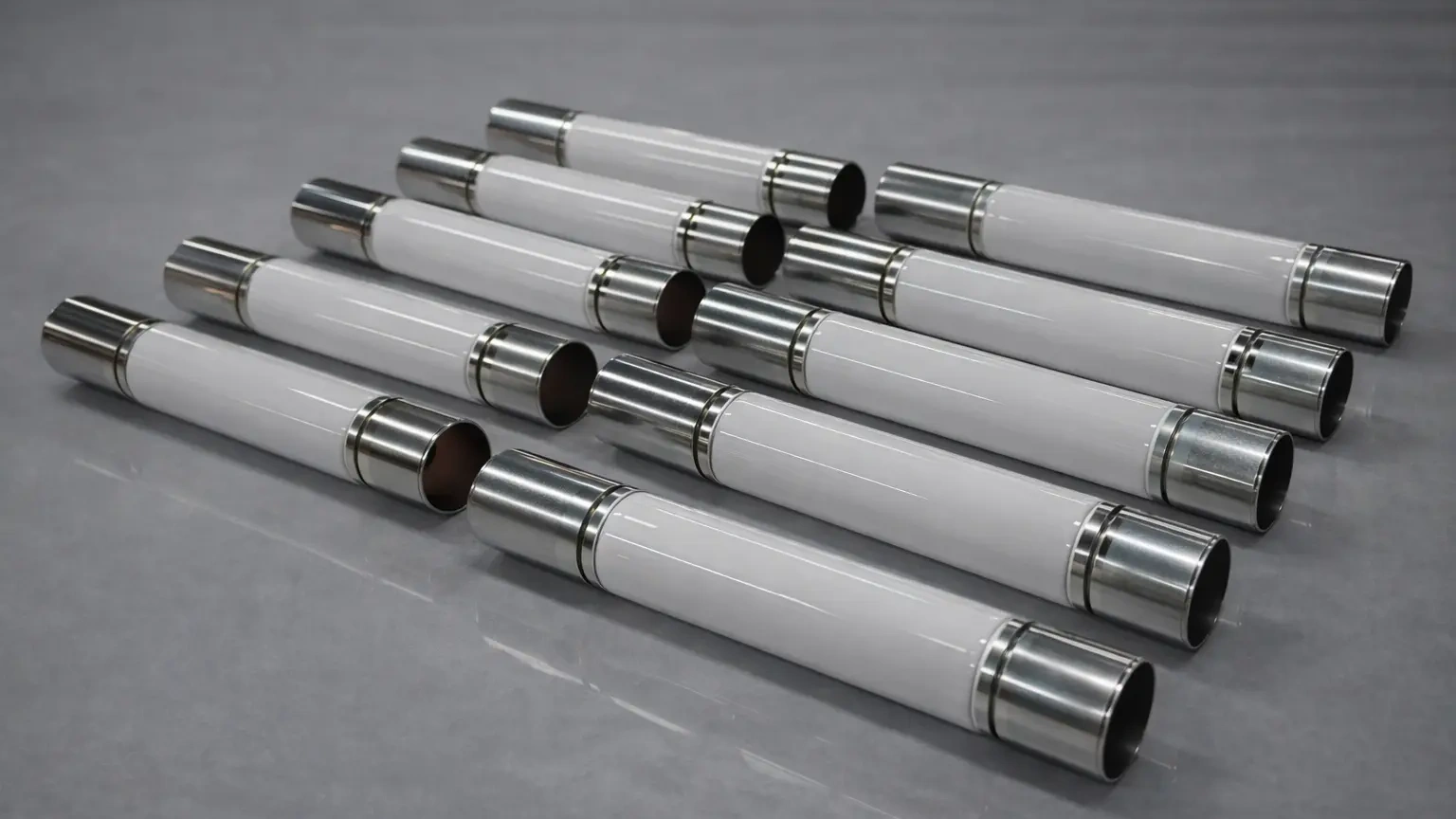
5.Real-World High-Voltage Feedthrough Examples
In semiconductor vacuum feedthroughs, Mo-Mn + AgCu withstands >50 kV with hermeticity ≤10⁻⁹ Pa·m³/s. In gas-insulated high-voltage equipment, the process supports reliable long-term operation with very low failure rates. Optimized layers routinely achieve >20 MPa adhesion.
6.Conclusion
Mo-Mn metallization remains the go-to solution for alumina ceramic metallization brazing in high-voltage applications.
Mastering slurry application, sintering, nickel plating, brazing parameters, and defect prevention delivers superior reliability and longevity — especially in high-voltage ceramic insulator metallization and high-voltage feedthrough MoMn.
Frequently Asked Questions
-
Which alumina ceramics suit the Mo-Mn process?
→ 96%–99% alumina grades. -
How is metallization adhesion tested?
→ Tensile testing or peel strength measurement. -
Are there AgCu solder alternatives for HV feedthroughs?
→ AgCu is standard; AgCuTi active solder is used in select cases.
