
Manufacturing Brazed Ceramic Heating Elements
Traditional electric heating elements often fail in high-temperature, vacuum, or corrosive environments due to degradation, leakage, or thermal cracking—leading to downtime and high costs. In semiconductor, aerospace, and vacuum furnace applications, ceramic brazed heating elements offer superior stability above 1400°C, hermetic sealing, and long life through metallurgical bonding.
This guide covers the full high-temperature ceramic heater brazing process: substrate selection, resistive wire metallization, lead brazing, and hermetic testing.
1.Why Brazing is Required for Ceramic Heating Elements
Brazing creates strong metallic bonds that withstand >1000°C, unlike adhesives that fail above 400°C due to outgassing. It also avoids micro-gaps and cracking risks from mechanical fastening by using matched expansion layers.
These elements deliver stable operation above 1400°C with leak rates ≤10⁻⁹ Pa·m³/s in CVD/EPI tools, aerospace furnaces, vacuum systems, and high-temperature sensors.
2.Substrate Selection: Alumina, Aluminum Nitride, or Silicon Nitride?
Substrate choice affects conductivity, temperature limit, and cost.
Alumina (Al₂O₃) is most common: low cost, strong, suitable to 1300°C, but lower conductivity (20–30 W/m·K).
Aluminum nitride (AlN) excels in thermal conductivity (170–220 W/m·K) for fast, uniform heating in semiconductor stages, up to ~1200°C.
Silicon nitride (Si₃N₄) offers best thermal shock resistance and strength above 1400°C, with moderate conductivity (60–90 W/m·K).
| Material | Thermal Conductivity (W/m·K) | Max Temp (°C) | Relative Cost | Difficulty | Typical Applications |
|---|---|---|---|---|---|
| Alumina | 20–30 | 1300–1600 | Low | Low | Vacuum furnaces, sensors |
| Aluminum Nitride | 170–220 | 1100–1200 | High | Medium | Semiconductor wafer heating |
| Silicon Nitride | 60–90 | 1400+ | Very High | High | Aerospace, frequent thermal cycling |
3.Key Techniques for Brazing Resistive Wires (Mo, W, NiCr)
Common resistive materials:
| Material | Max Temp (°C) | TCR | Oxidation Resistance | Cost | Applications |
|---|---|---|---|---|---|
| Mo | 1700 | Low | Poor (needs vacuum/reducing) | Medium | Ultra-high vacuum furnaces |
| W | 2000+ | Medium | Poor (needs protection) | High | Extreme temperatures |
| NiCr | 1200 | High | Good | Low | Oxidizing environments |
Metallization uses Mo-Mn method (paste printing, hydrogen sintering, nickel plating) or thick-film Ag/Pd. For Mo-Mn details, see this Annual Review of Materials Science article.
Braze alloys: Ag-Cu or active Ag-Cu-Ti at 800–950°C in vacuum (<10⁻⁴ Pa) or hydrogen/argon, 10–30 min hold. Active brazing fundamentals: ACS Journal study.
Issues & fixes: poor wetting → add Ti; cracking → transition layers; drift → dew point <-60°C.
4.Metal Lead Brazing Steps (Kovar, Pure Ni)
Use Kovar or Ni for CTE match. Steps: (1) ultrasonic cleaning, (2) place filler, (3) graphite jig alignment, (4) heat to 820–950°C (15–30 min hold) in vacuum/hydrogen, (5) cool ≤5°C/min. Use vacuum furnace; lead Ø1–5 mm by power.
5.Hermeticity and High-Temperature Testing
Require leak rate ≤1×10⁻⁹ Pa·m³/s via helium mass spectrometry (NASA methods).
Validate with 1000 thermal cycles and 1000-hour aging (≤5% resistance drift). Fixes: leakage → optimize filler/time; cracking → chamfers/transitions.
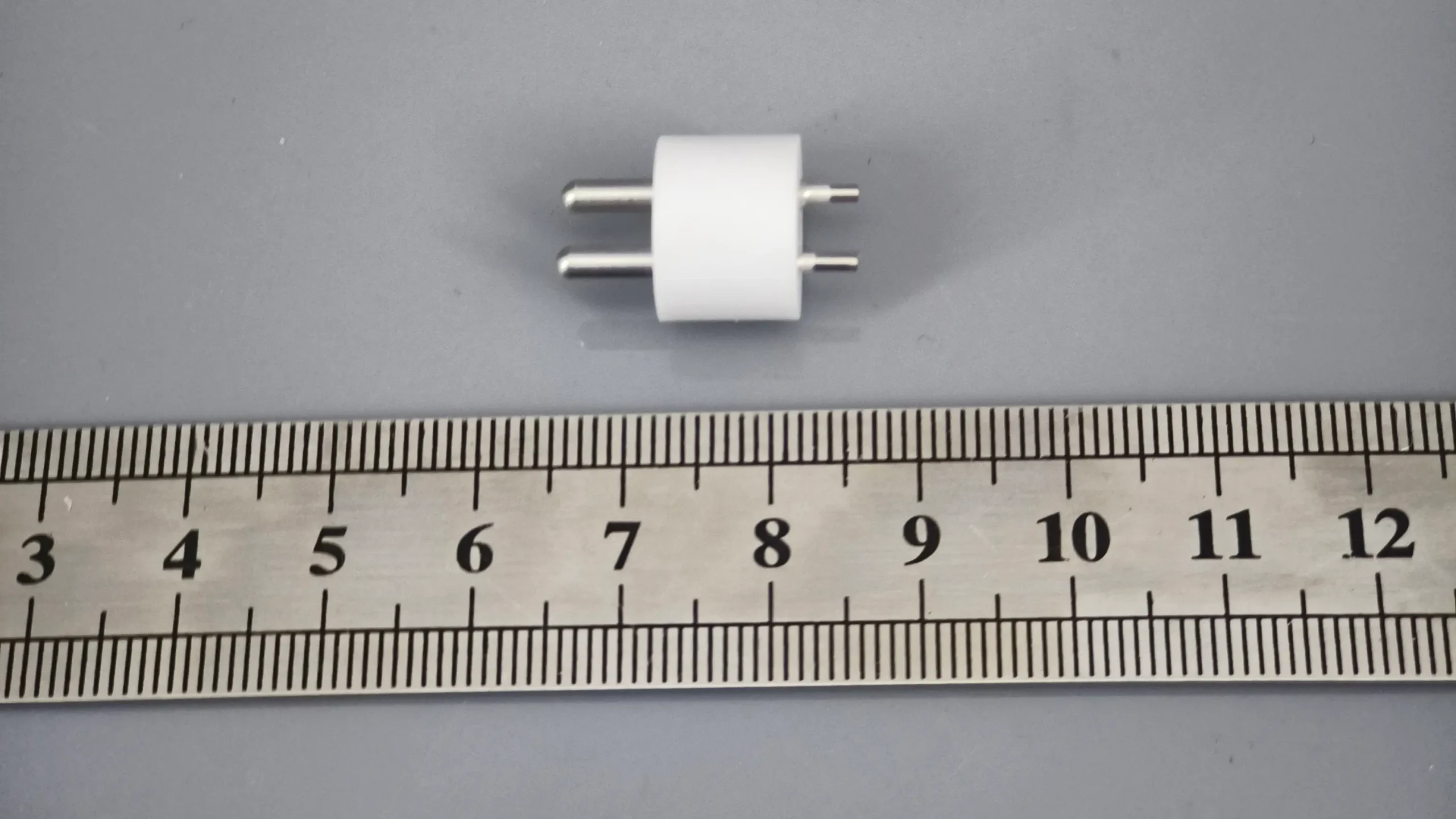
6.Commercial Examples: Cartridge and Strip Heaters
Cartridge: alumina tube, Mo wire spiral, brazed Kovar leads; 30–50 W/cm² for diffusion furnaces.
Strip: AlN plate, thick-film W circuit, brazed leads; 5–10 kW for uniform large-area heating.
7.Conclusion
Success requires matched materials, precise metallization, controlled brazing, and rigorous testing for reliable 1400°C vacuum performance.
Share brazing issues in comments for advice. Start building your high-performance ceramic heater today!
