
Extreme Electrical Ceramic Brazing for Aerospace Systems
In the high-stakes environment of modern aerospace engineering, insulators and feedthroughs are subjected to a "triple threat": high temperature, high voltage, and high mechanical vibration. Extreme electrical ceramic brazing has emerged as the definitive process for creating high-integrity ceramic-to-metal joints, solving critical hermeticity and insulation challenges in aero-engine sensors and thruster components.
1.Core Challenges and Requirements
Aerospace brazed joints must maintain structural integrity at temperatures ranging from 800°C to 1200°C while withstanding gas pressures exceeding 10 MPa and thousands of rapid thermal cycles. While radiation is less intense than in nuclear sectors, ionospheric exposure at high altitudes requires joints with exceptional oxidation resistance and interfacial stability. Traditional joining methods often fail under these loads, making Active Metal Brazing (AMB)—which utilizes fillers containing active elements to promote wetting on ceramic surfaces—the industry standard.
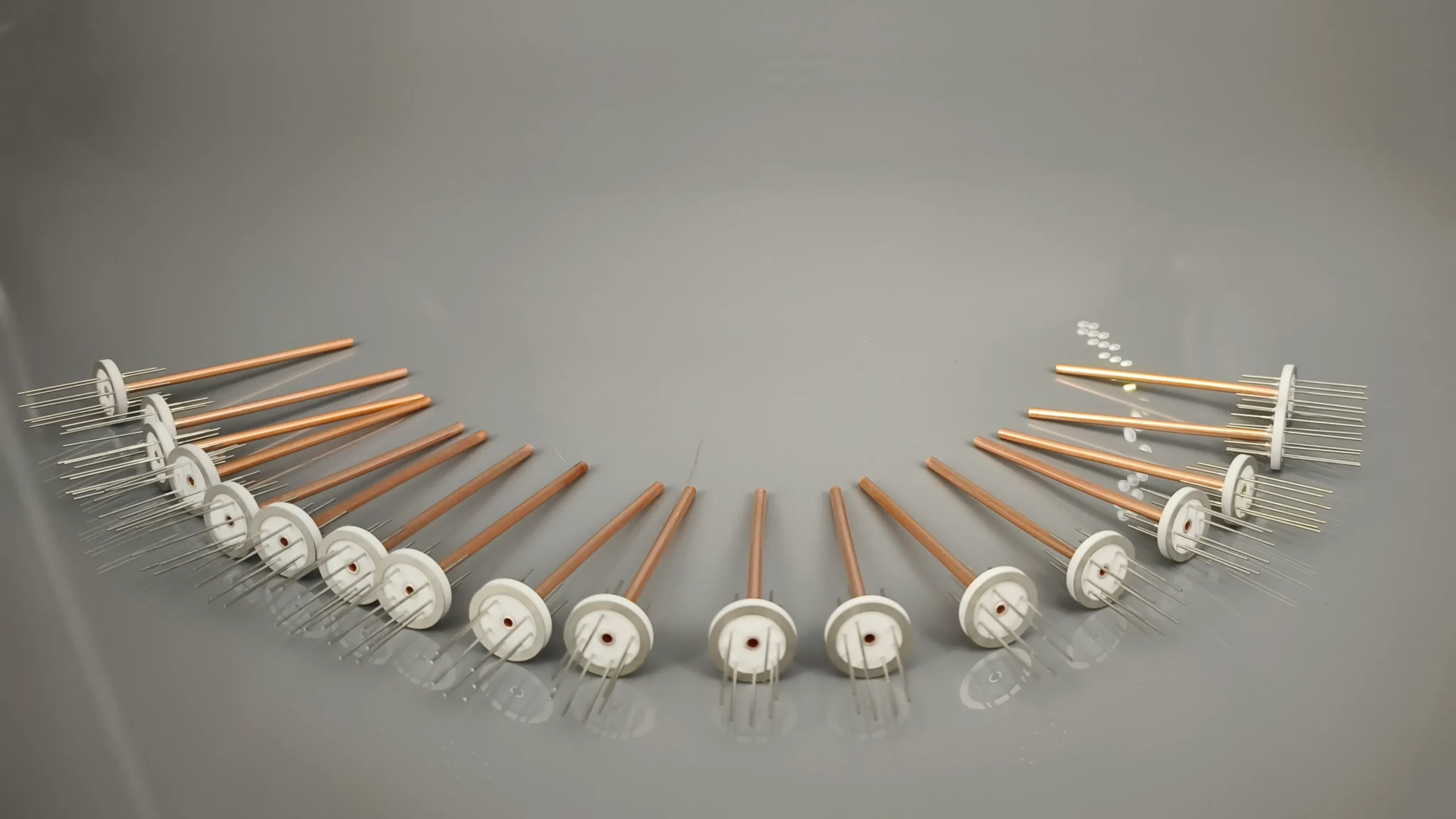
2.Key Application: Aerospace Ceramic Feedthroughs
The aerospace ceramic feedthrough (Ref: NASA Technical Report on Power Systems Integration) is a cornerstone of engine health monitoring. In high-temperature combustor zones, sensors must transmit data through these feedthroughs without compromising the pressure vessel. High-temperature aerospace ceramic brazing typically employs AgCuTi or CuNiTi active fillers, processed in a vacuum or inert atmosphere at 850–950°C. These components must achieve a helium leak rate of $<10^{-9}$ Pa·m³/s and maintain a room-temperature shear strength of $>200$ MPa.
3.Optimization for Thermal Fatigue
The primary bottleneck in reliability is the Coefficient of Thermal Expansion (CTE) mismatch between ceramics ($\approx 6–8 \times 10^{-6}$/K) and superalloys ($\approx 12–18 \times 10^{-6}$/K). This disparity causes residual stress concentrations that can lead to micro-cracking. Strategic optimizations include:
- Ductile Interlayers: Using Ni or Cu foam to absorb localized strain.
- Gradient Structures: Implementing transitioned CTE layers to smooth stress distribution.
- Thermal Profiling: Utilizing Finite Element Analysis (FEA) to fine-tune cooling rates and minimize peak stresses.
4.Advanced Material Upgrades: Zr/Hf Active Elements
Recent research has shifted toward adding Zr/Hf active elements to brazing fillers. Zirconium and Hafnium offer lower oxygen affinity and superior high-temperature stability compared to Titanium, forming denser reaction layers (e.g., $Zr(C,O)$). These layers significantly enhance oxidation resistance above 1000°C. For example, AgCuZr fillers used in $Al_2O_3$/Inconel joints have demonstrated less than 15% strength degradation after 1,000 thermal cycles between -50°C and 900°C.
5.Engineering Success and Outlook
In a recent high-bypass turbofan engine project, sensor feedthroughs brazed with CuNiZr active alloys passed 5,000 hours of ground-test endurance. The leakage rates remained stable at $10^{-10}$ Pa·m³/s, proving the technology's readiness for next-generation hypersonic propulsion and reusable spacecraft.
