
How to Test the Hermeticity of Your Ceramic to Metal Seals?
Introduction
In high-reliability applications—ranging from aerospace sensors and vacuum-feedthroughs to advanced medical devices—the integrity of ceramic-to-metal seals is not merely a quality metric; it is a fundamental safety parameter. As these components operate under extreme pressure differentials, high-frequency thermal cycling, and harsh environments, even a sub-micron defect at the brazed or metallized alumina interface can trigger a catastrophic system failure. The engineering challenge lies in distinguishing between "truly hermetic" seals and those that harbor latent leakage pathways. To ensure long-term field stability, rigorous hermeticity testing must be integrated as a critical node in the manufacturing process of alumina-based components.
1. Why is quantitative leak rate testing superior to qualitative inspection?
It provides a repeatable, physics-based metric for long-term structural reliability.
Visual inspection or simple pressure-decay tests often fail to detect interconnected porosity within the metallization layer or micro-fractures in the alumina substrate. Quantitative Helium Mass Spectrometry is the only definitive method to ensure the ceramic-to-metal seal will prevent moisture ingress and internal oxidation throughout the component’s operational life. By measuring gas flow at the molecular level, engineers can quantitatively predict the long-term degradation of the internal environment of the package.
2. What is the industry-standard process for fine leak detection?
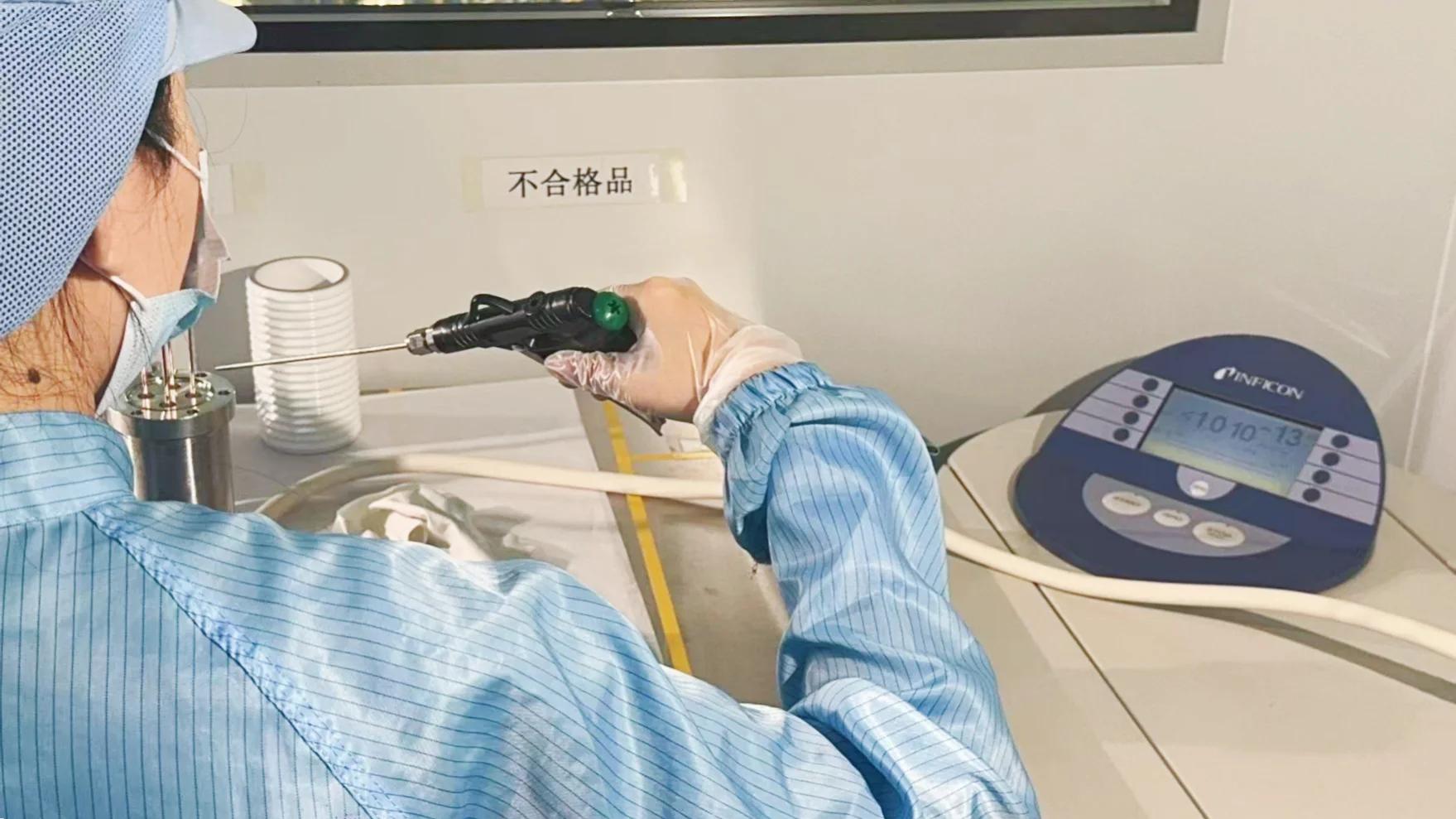
Helium Mass Spectrometry (Fine Leak Testing) is the mandatory protocol for high-reliability packages.
In this procedure, the component is subjected to a pressurized helium atmosphere ("bombing") before being placed in a vacuum chamber connected to a mass spectrometer. The spectrometer detects helium molecules that have permeated through potential leak paths.
This method is capable of detecting leak rates, making it the most sensitive tool for validating the hermeticity of vacuum-sealed alumina assemblies [1].
3. How do you differentiate between surface-level defects and latent structural leaks?
Answer: You must correlate leak testing with Environmental Stress Screening (ESS).
Static leak testing often misses "latent defects"—flaws that only open under thermal or mechanical stress. By implementing ESS, such as thermal cycling or pressure testing, prior to the final helium leak test, you force weak interfaces to reveal themselves. Pre-conditioning cycles are essential to verify that the alumina-to-metal bond maintains mechanical integrity under severe thermal cycling conditions, rather than just showing initial tightness.
4. Is there a distinction between "Gross" and "Fine" leak testing?
Yes; they serve different detection scales and must be used sequentially.
"Gross leak" testing (such as bubble testing or fluorocarbon immersion) identifies major seal failures. However, it lacks the sensitivity to detect the fine leakage pathways that lead to long-term drift in sensitive electronic components. Gross leak testing should be utilized as a preliminary screening step to prevent contamination of sensitive vacuum-based helium testing equipment, but it cannot replace fine leak testing for final validation .
5. What are the reliability implications for Alumina ceramic components?
The inherent stiffness of alumina and the thermal expansion mismatch with metal leads create specific interfacial stresses.
In alumina-based ceramic-to-metal seals, the coefficient of thermal expansion (CTE) mismatch between the rigid ceramic substrate and the metal braze alloy often causes stress concentration at the metallization bond line. Long-term reliability of these seals is highly dependent on the quality of the metallization process and the ductility of the brazing filler, necessitating strict adherence to helium leak rate standards to ensure the ceramic maintains its vacuum-tight barrier [2].
